| 品牌:AirTac/亚德客 | 类型:把手 | 工作形式:车 |
| 控制形式:人工 | 动力类型:电动 | 产品类型:二手 |
| 是否库存:否 | 售后服务:thisis售后服务 | 型号:型号9077 |
| 主电机功率:主电机功率9005kw | 重量:重量8365kg | 最大镗孔直径:镗孔直径8179mm |
| 工作精度:工作精度5835 | 工作台尺寸:工作台尺寸3118cm | 用途:调整 |
| 布局形式:立式 | 适用行业:不锈钢制品 |
济宁利兴精密机械制造有限公司建成于2006年3月27日,座落于孔孟之乡-----济宁,东仰“三孔”,北瞻泰山,西靠水泊梁山,南临风景秀丽的微山湖;京沪、兖石铁路、京福、日东高速在这里交汇,交通发达,资源丰富,为发展经济,开展业务创造了得天独厚的条件,公司取得3项国家专利,通过ISO9000,IS9001验证,并在该领域享有很高的声誉,公司一直以“有德有才破格重用,有德无才培养使用,有才无德限制录用,无德无才坚决不用”用人准则,配合现代化经营管理理念,以培养出一批有技师学历的技术人员。
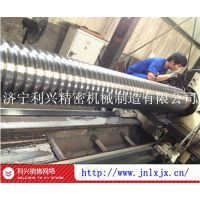
公司专业生产、加工大型精密丝杠及轴类产品,公司主导产品有:≤30米的大型精密梯形丝杠,THK,DFU,DFI,SFV,SFS系列滚珠丝杠,光杠,光轴,丝杆,开关杠,花键轴,精密主轴,直线轴,驱动轴,立柱,拉杆,轧辊,蜗杆。各种材质的螺母可与丝杠互配,承接各种大型精密异型丝杠,大螺距非标丝杠,异型细长轴等。

大型梯形丝杠梯形螺纹车刀的选择
梯形螺纹车刀分2把或3把,本着先粗后精的原则,对于螺距大一些的螺纹可用3把车刀,即切深刀(类似切槽刀)、粗车刀、精车刀。
切深刀:在工件表面直接按螺旋线切入至梯形螺纹,切深刀宽不能超过螺纹小径宽度。
粗车刀:可直接切进,扩大切槽宽度使螺纹接近尺寸(成梯形螺纹)。
精车刀:按样板刃磨,按样板装夹车刀,用直进方法对螺纹两侧面均匀切削,使螺纹有较小的表面粗糙度R。值。在安装车刀时,刀尖要对准工件中心,刀尖角不能歪斜,用螺纹样板校正装夹。对于螺距较大的梯形螺纹,可采用单面切削,粗车螺纹时采用左右走川法,留3~0. Smm精车余量,然后一侧一侧进行切削。这样做必须调整好大、中、小拖板间隙,腑止窜动。
产品标签:梯形丝杆 梯形丝杠 山东梯形丝杆 山东精密梯形丝杠 大型丝杠 大型精密丝杠 山东大型丝杠 花键轴 大型花键轴 山东花键轴 光轴等
丝杠内螺纹作用中径量化测量的必要性在于:
1)传统的内螺纹检测都是用螺纹塞规、螺纹校对量规对中径进行综合测量。也就是按照螺纹检测的泰勒原则要求,用通规和止规分别控制螺纹的作用中径和单一中径不超过大、小实际边界。但这种方法只能判断螺纹是否合格,而给不出被测单一中径和作用中径的实际值,因此在内螺纹的加工制造过程中,不易掌握具体尺寸导向,容易产生废品。
2)为了***螺纹工作环规的可靠性,生产中要配备好几种校对量规对其校对。这对于生产批量不是很大,而品种规格多的螺纹件的生产,是很不经济的。在这种情况下,用中径量化法检测,取代螺纹校对规无疑是种好方法。特别是对于大尺寸的螺纹,更可以节省价格较贵的校对量规,也更为有利。
3)用量化法检测可以把螺纹测量的量值统一起来,使螺纹检测更加严格、规范。
4)对于某些***产品,其标准要求仅用螺纹量规检测还不够,必须用量化检测方法对个参数进行单项检测。
5)GB/T1181-1998中规定,为了使内、外螺纹在装配中有足够大的合理的过盈量,要对内外螺纹件按照作用中径进行分组装配。
6)美制检验体系中对于外螺纹和内螺纹都提出了用螺纹指示量规对单一中径和作用中径进行两化检测,而且还可以测出中经的圆度(椭圆度、棱圆度)和锥度误差。显然这是很***的观念,值得借鉴,我国应该在这方面急起直追,赶上世界***水平。