| 机加工类型:车削 | 车削类型:数控车 | 最大直径:460mm |
| 最大长度:280000mm | 公差:7 | 加工精度:精加工 |
| 加工材料:40cr | 表面粗糙度:1.6 | 打样周期:1-3天 |
| 加工周期:4-7天 | 年剩余加工能力:6523件 | 年最大加工能力:5460件 |
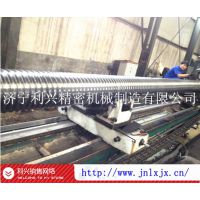
| 大型丝杠:T130*16-6000 |
山东济宁利兴精密机械制造有限公司专业专注的大型丝杆,做适合我们机械上的大型丝杠,大丝杠特殊丝杠矩形丝杠,三角丝杠,梯形丝杠,一头两头三头丝杠,客户定做大型丝杆,来图加工大型丝杠。
我们的丝杠可以做多头的大型丝杠
山东大型加长丝杠长度不用担心,我们做28米大型加长丝杠出口外国,精度有***,只有你想不到的,没有我们做不到的大型加长丝杠,欢迎新老客户,来图加工,来厂考察。
济宁利兴精密机械制造有限公司主要服务的行业为机床丝杠,大型丝杠,重型丝杠,加长28米梯形丝杠,花键轴,光杠,滚珠丝杠,丝杠副,半导体丝杠,注塑机丝杠,车床丝杠,磨床丝杠,加工中心丝杠,cnc丝杠,铳床丝杠,专用设备丝杠等产业。
山东丝杠螺纹的精度要求
丝杠切削螺纹工件的质量好坏,取决于丝杠的精度、丝杠与开合螺母的啮合质量以及开合螺母的稳定性。
由于整个丝杠都暴露在外,防尘条件较差,容易发生磨料磨损,导致丝杠各段螺距不等的现象产生。同时,溜板箱下沉,促使丝杠弯曲,丝杠回转产生振动。
一般修理丝杠-螺母副的方法是修丝杠、配螺母。丝杠的修理工艺如下:
1.校直丝杠 校直丝杠的弯曲变形时,要尽量消除内应力;常用压力校直法及敲击法,但在修车螺纹及使用过程中容易再次变形,因此在可能的情况下可增加低温时效处理工序。
2.精修丝杠外径 必须确保丝杠外径在全长上尺寸的一致,因为在修车螺纹及总装校表时都是以丝杠外径为基准进行的。
3.精车螺纹 在修理前,要检查丝杠的螺距误差和螺纹距累积误差,根据的修理余量,确定丝杠能否修复,以免精车到丝杠末尾部分时出现螺纹齿厚减弱过度、影响丝杠强度。